

Labconco凍干機廣泛用于食品及藥品的干燥過程——它是一種先將需要凍干的含水制品凍結成固態,然??后將其置于真空環境下加熱,使其中的固態水升華成水蒸氣,最終被冷凝器捕獲而實現干燥 的設備 。本文將以生產凍干粉針劑所使用的藥用真空冷凍干燥機(以下簡稱“凍干機”) 為對象展開研究,探討其常見真空異常的診斷及排查方法。
凍干機真空系統由凍干箱、冷凝器、真空管??道和閥門、真空泵等??構成,真空泵組在干燥箱體和??真空冷凝器內形成真空度以滿足??各類藥品冷凍干燥的需求。JB/T ?20032-2012《藥用真空冷凍干燥??機》行業技術標準第 4.3.18 節規??定:干燥箱、水汽凝結器在抽真??空 45 min 后其絕對壓力應不大于??2.7 Pa。第 4.3.19 節規定: 干燥箱、 水汽凝結器的真空泄漏率應不大于??0.025 Pa · m3/s [2] 。 本 次 研 究 采??用 的 凍 干 機 為 Labconco凍干機,其真空系統性能參??數為:抽氣速率為從大氣壓抽??至 10 Pa ≤ 30 min ; 極 限 真 空??≤ 1.0 Pa;泄漏率為 5×10-3 ?Pa·m3/s。 各參數均符合規定。
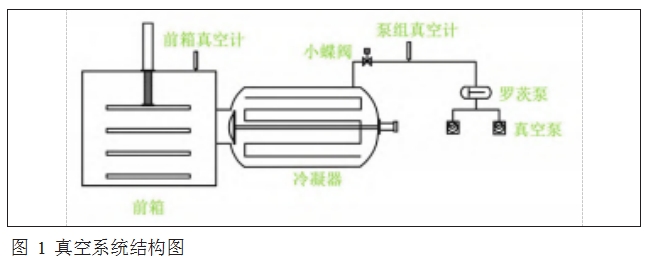
凍干機真空系統結構如圖?1 所示。在設備試機、生產、驗證等運行過程中,發現不滿足性?能標準的真空異常數據,一線操?作人員與設備管理人員及時排查?真空異常的原因,并進行相應的?維護,對持續穩定地生產出符合?無菌注射劑標準的藥物具有重要?意義。
接下來,本文將主要以Labconco 系列凍干機真空系統性 能技術參數標準為依據,針對其 常見的真空異常進行診斷與排查 分析。
- 抽氣速率異常
1.1?原因診斷
表現為不滿足從大氣壓抽至?10 Pa?≤ 30 min?要求,造成該現象的原因通常為泵組故障或者出現 了較大的空氣泄漏。 1.2 排查分析 LYO 系列工業生產凍干機真 空泵組通常由 2 臺油封式真空泵 及 1 臺羅茨泵組成。首先,應排 查真空泵組運行狀態,具體操作 如下: (1)現場檢查真空泵組運行 狀態,并查看遠程控制電腦報警 信息,確認是否由真空泵或羅茨 泵停機而引發抽氣速率較慢。 (2)觸摸高真空電磁擋板閥 電磁線圈部分,確認其溫度是否 高于手的溫度。如果電磁閥線圈 在真空泵組開啟一段時間后仍為 常溫狀態,則應主要為控制真空泵的交流接觸器輔助觸點至高真空電磁?擋板閥之間的電氣控制線路、中間繼電?器出現了斷路情況。
其次,應確認遠程控制電腦生產工?藝配方中捕水器的制冷設定溫度,或者?手動運行抽真空過程中冷凝器的實際溫?度。排查時應特別注意以下兩種情況:
(1)假定冷凝器溫度為 -40℃時,水?的飽和蒸氣壓為 12.9 Pa,則會存在部分 水蒸氣無法完全凝華而與不凝結氣體共?同進入真空泵的現象,進而對抽氣時間?產生影響。
(2)經常在冷凝器處于較高溫度時?運行真空泵,或在藥品溶劑中存在某些?有機溶劑,此時若還不經常更換真空泵?油,也將會影響真空泵性能。
最后,應確認凍干箱體是否存在較?大的泄漏點。持續的氣體泄漏進入箱體?也會影響到系統真空度下降的過程。若?前箱有大的泄漏,板層將大面積出現結?霜現象,冷凝器至真空泵組管道則出現?結露現象。具體操作如下:
(1)檢查前箱門密封條接縫處是否?存在玻屑等異物,甚至檢查是否有制品?探頭線夾掩至密封條處,這些均會造成?密封不嚴。
(2)確認凍干箱前箱門鉸鏈是否關??好。如果操作人員并非同時旋緊兩個鉸??鏈,而是一個一個地旋緊鉸鏈,將會影??響前箱門與門密封條整體的貼合狀態, 造成泄漏。
(3)確認在線清洗、滅菌之后,前門鎖門氣缸是否全部恢復至原位。
(4)確認箱體閥門是否泄漏,管件等密封卡箍是否存在松弛脫落等現象。
- 極限真空異常
2.1原因診斷
表現為凍干箱真空不滿足極限真空1.0 Pa 要求,原因通常為中等級別的泄漏。
2.2 排查分析
首先,?應對泵組至小蝶閥段進行泄漏排查。若在小蝶閥關閉狀態,單臺愛德華 E2M80 油封式真空泵即可達到1.0 Pa?以下,即可排除真空泵組至小蝶閥部分極限真空度異常情況。具體操作
如下:
(1)檢查管路密封圈彈性,長時間不進行維護,如更換管路 O?型圈等密封件,密封件就會硬化變扁甚至產生裂紋(如圖 2 所示)。最終,密封件的泄漏會造成泵組真空計數值不能達到 1.0 Pa
要求。
(2)檢查避震波紋管是否存在裂口等泄漏點。其次,應對前箱門至中隔閥段進行排查 [3] 。若關閉中隔閥,泵組真空可以下降至?1.0 Pa?以下,則可確認是凍干機前箱發生泄漏。具體操作如下:
(1)檢查前箱進氣閥、板層清洗閥、箱體清洗閥、中隔閥清洗閥、前箱排出閥等快接卡盤處密封墊是否老化損壞。
(2)利用盲板代替閥門,排查前箱進氣閥、板層清洗閥、箱體清洗閥、中隔閥清洗閥、前箱排出閥等閥門?是否存在泄漏的情況。
(3)確認前箱門密封狀態,?檢查密封條是否裝反或存在異物。
(4)確認不銹鋼箱體是否存?在開焊等情況。
再次,應對中隔閥至小蝶閥 ?之間,?以及冷凝器段進行排查。?若關閉中隔閥,無法下降至 1.0 Pa ?以下,前箱真空數值變化不明顯,?則可確認是冷凝器發生泄漏。具??體操作如下:
(1)?檢查后箱進氣閥、后箱?進水進汽閥、后箱排出閥等快接?卡盤處密封墊是否老化損壞。質?量較差的密封墊常出現穿透性損?壞,如圖 3 所示。
(2)利用盲板代替閥門,?排??查后箱進氣閥、后箱進水進汽閥、?后箱排出閥等閥門是否存在泄漏??的情況。
(3)檢查冷凝器視鏡密封圈?是否老化,從而造成泄漏。
(4)確認不銹鋼箱體是否存?在開焊等情況。
最后,還應對前箱波紋管進 行密封性檢查。具體操作如下:
(1)?拆卸凍干機波紋管,?檢?查是否是法蘭密封條及波紋管缸?體發生了泄漏,造成波紋管內水?蒸氣不斷泄漏至箱體。
(2)連接好波紋管,?前箱抽??真空,?關閉板層波紋管驗證閥,?拆除板層波紋管復壓閥門,查看??拆除閥門時管路內部是否有負壓,?確認是否為波紋管與波紋管復壓??閥門同時發生泄漏。
- 泄漏率異常
3.1原因診斷
表現為抽氣速率、極限真空 均符合標準要求,只有泄漏率無?法達到 5×10-3 Pa?· m3/s 標準,這說明凍干機系統內存在微小的?泄漏。
3.2排查分析
微漏的排查是整個凍干機真?空系統排查的難點,需要對多個?環節進行仔細檢查,具體操作包?括以下幾點:
(1)檢漏之前應先排除水蒸??氣的影響 [4]?。首先,應排除箱體??內水蒸氣對泄漏率造成的影響,?這需要在對前后箱進行高溫水清??洗之后,再用水環泵抽真空 6 h?以??上。若水環泵抽真空不徹底,可??以加熱前箱、制冷后箱,通過真??空泵對前箱進行除濕。
(2)確認制冷系統制冷情況。?最好保持冷凝器長時間處于 -80℃??以下,這樣水蒸氣的飽和蒸氣壓??可維持在 0.053 Pa,水蒸氣無法被 ?冷凝器捕獲,影響真空的可能性??將大大降低。
(3)?進行常規性檢查,?排除??日常引發真空泄漏的常見因素,?如前箱門密封條等。
(4)拆除所有除箱體外與真?空泵相連接的管路,對于凍干箱?體外快接卡盤,使用盲板與管路?端口連接,將管路端口密閉,不?斷地抽真空嘗試,進而確定泄漏?位點。
(5)拆除制品探頭、前后?箱壓力變送器等傳感器,確認是?否因為傳感器部件的泄漏造成了?影響。
(6)?拆除波紋管、波紋管復?壓閥門,對于該段管路,使用盲?板與管路端口連接,將管路端口?密閉,排除波紋管的影響 [5]。
(7)檢查前后箱視鏡玻璃密?封圈是否老化、視鏡玻璃是否因?常年純蒸汽滅菌而存在玻璃邊緣?腐蝕凹凸不平的情況,進而造成?密封不嚴。
(8)檢查冷凝器與抽空管路間法蘭的密封狀態。
(9)檢查箱體是否發生泄漏。箱體溫度常年在 -40℃~?121℃之間變化,在?160℃的溫差下,不銹鋼箱體因熱脹冷縮發生損傷泄漏的情況也很常見。
進行Labconco凍干機的真空系統檢漏診斷、排除真空異常時,依據泄漏的程度,需要對凍干機真空計數據不斷分析,進行檢查的凍干人員或設備管理人員需要具備足夠的耐心與細心,且最好經驗豐富。若可以直接斷定一些常規泄漏位置,則不要輕易嘗試拆除很多的連接部件。然而依據數據及現場實際情況,判斷并非常規位點泄漏后,就需要果斷判定大致的區域,進行拆除檢查。對于拆除檢查的部位,需要事先準備好備件,避免拆卸過程造成損壞而又沒有替換備件的情況發生。凍干機為高功率用電設備,排查真空系統泄漏需要制冷系統壓縮機及真空系統、真空泵組等的運行,因此在檢漏過程中不要盲目試機,以免造成能源浪費。
 京公網安備11010102000001號
京公網安備11010102000001號